Pad printing
and silk printing are different in many ways such as the use of technology.
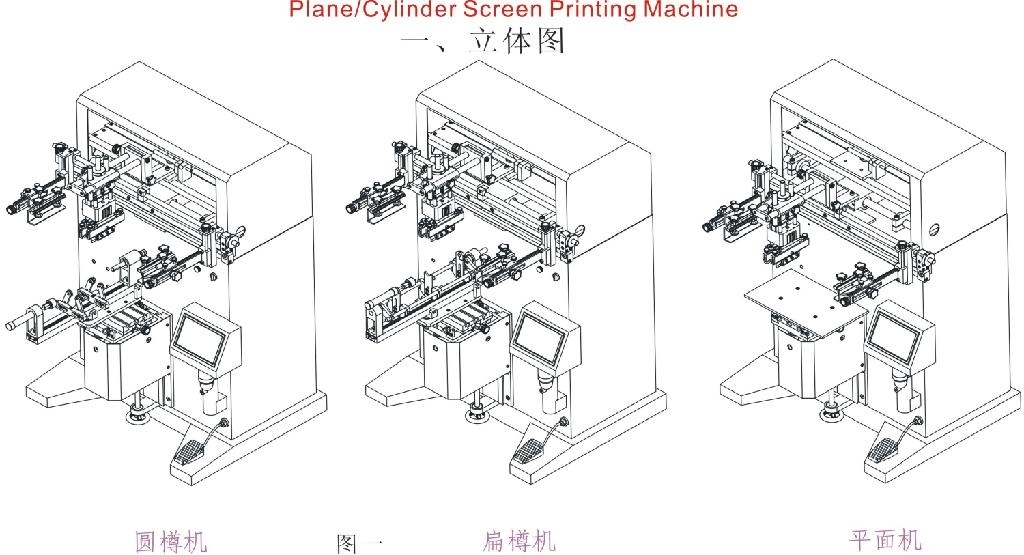
Firstly, the structures of these two kinds of machines are very different.
Secondly, the ink transferring processes are also different.
Finally, the applications of these two machines vary a lot.
Objectively speaking, the differences between pad printing and silk printing are far more than their similarities.
In general, the features of pad printing are as follows:
(1)
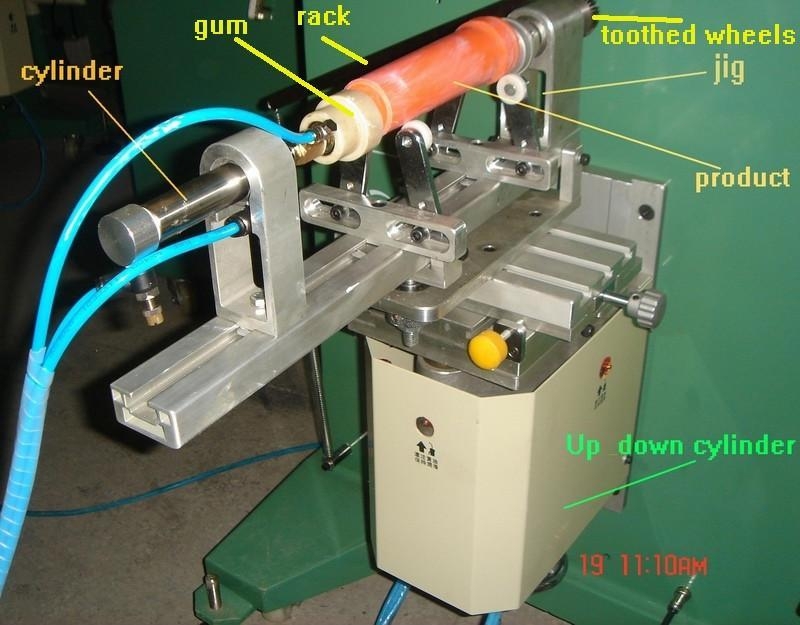
With the limber silicon pad, pad printer can print on many complicated irregular cylinder shape items. The more complicated the shapes of products are (such as Bobby doll and toy car model) , the more advantages this machine will display.
(2)
Pad printer can print on the elaborate image-text with thickness of 0.05mm.
(3) With the pneumatic process and stable machine body, the festo cylinder drives the long-time on-going printing. The pad is moved by the festo cylinder from forward and backward, up and down, which makes the operation easy to control and stable.
(4)
It can print continuously in multi-colors without any drying process.
(5) It is widely used in various products such as plastics, mental, glasses, ceramics, leather and Bakelite for single-color, 2-color and colorful image-texts printing. It can also be printed on soft material products (such as fruits, cakes and eggs) and fragile products (such as ceramics, glass goods).
(6)
The pad printing technology is easy to learn and stable in operation.