How To Made Fixture (Clamp ) OF Color Printing
Making Fixture (clamp) plays a very important role in pad printing, silk screen printing and hot stamping fields. It is a key factor in position fixture, support and overprinting.
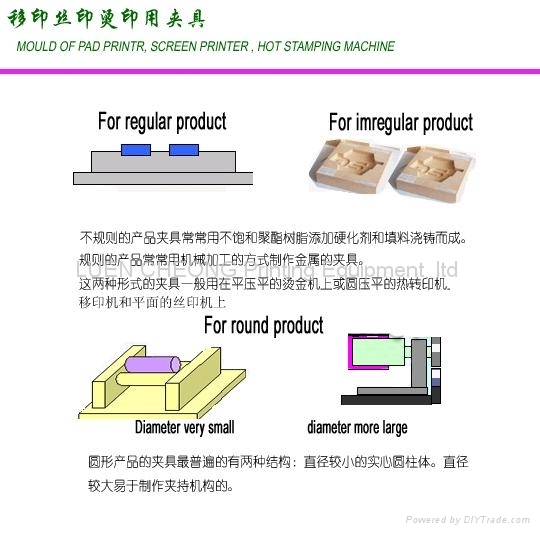
1. Fixture for regular products
The fixture for regular products such as cylinder and cuboid are usually made by machining operation, which helps to keep the position tolerance.
2. Fixture for irregular products
Most injection molding products are of complicated shapes so you can consider using the unsaturated polyester resin (UPR for short) for help when making jigs. It is the use of UPR and catalyzer which produces infusible solidity because of the cross-linking reactions.
3. Fixture for cylinder products
Cylinder products are widely applied in the fields of silk printing, hot stamping and heat transferring. They are usually placed on the free rotation axis when making jigs. When the cylinder products touch the silk, hot stamp or silicone roll, they can be rotated with the help of jigs so as to be printed.
As for the products with small diameters, the jigs should be three-roll-on-roll.
4. Find the anchor point.
Some plastic products which are easy to contract have different sizes. It’s very important to find the common position to fix. Otherwise, some problems such as out of register or unable to fix the position may occur.

Pad plate is importance in the pad printing system .
As we know , the pad Image plates are used to contain the desired artwork "image" etched in its surface. Their function is to hold ink in this etched cavity, allowing the pad to pick up this ink as a film in the shape of the artwork, which is then transferred to the substrate.
There are three main types of printing plate materials: photopolymer and steel. Photopolymer plates are the most popular, providing a good do-it-yourself option. These are typically used in short to medium production runs. Steel plates come in two choices: thin steel for medium to long runs, and thick steel for very long runs. Both steel plate types are generally processed by the plate supplier as it involves the use of specialized equipment.
A: photopolymer plate thickness is about 0.52mm. it is can use for ink well( open ink tray ) and sealed ink cup ink supply system .photopolymer plate ·
B: Thickness steel plate 。in ASIA ,the person use the Thickness steel plate a most person use . the thickness steel plate. The price is low and use life is longer. Thickness steel plate Size is 3×4, 4×4;4×6;4×8 inch。Thickness is 10mm. Thickness steel plate a most suit for ink well ( open tray ) ink supply system .
C: Thin steel plate 。In ASIA,EURO, some person also use Thin steel plate . thin steel plate thickness is 0.25 mm ,0.3mm,0.5mm. size is 100*200, 100*250.100*300mm。
·
·



What's Pad Printing ?
Pad printing is a printing process that can transfer a 2-D image onto a 3-D object. This is accomplished using an indirect offset (gravure) printing process that involves an image being transferred from the printing plate (cliché) via a silicone pad onto a substrate (surface to be printed). Pad printing is used for printing on otherwise impossible products in many industries including medical, automotive, promotional, apparel, electronics, appliances, sports equipment and toys. It can also be used to deposit functional materials such as conductive inks, adhesives, dyes and lubricants..
Luen Cheong Printing Equipment Limited is Professional Manufacture"LC" Brand special printing machinery for 22 years .
How it works & Pad printing cycle

Pad Printing has come a long way since its birth during the pre-industrial revolution. Gone are the painstakingly hand-etched plates, the mortar- and-pestle-ground ink pigments, and the gelatin pads used by the clockmakers of yesteryear to laboriously print elaborate dial faces.
Today’s pneumatically powered pad printers can handle 3000 or more impressions per hour on precision-conveyed parts that are automatically inspected to exacting tolerances with computerized vision systems and then unloaded by high-speed, robotic pick-and-place arms.
Keeping pace with global economic demands, industrial manufacturers have seen pad-printing technology evolve to integrate efficiency, ergonomics, and environmental improvements. Pneumatic and servo motor-driven electric machines have replaced hand-operated pad presses; high-speed gantry systems now take the place of manual loading and unloading; and hermetically sealed magnetic inkcups are used instead of wasteful open inkwells.
From medical-product manufacturers’ clean rooms to automotive-manufacturing assembly lines, pad-printing machines are adaptable enough to customize for an entire spectrum of industrial product marking and consumer product-decorating needs. This discussion of innovations in pad-printing technology presents case studies that illustrate the efficacy of modern pad presses and examines some challenging jobs for which pad printing was the ultimate solution.
Case study 1: multiple, big challenges
A leading US-based appliance manufacturer needed to keep its costs down to stay competitive against cheap-labor imports. Their problem was this: how to print a wide array of models and designs of large oven-range-dial panels with compound geometries while minimizing machine setup time and maximizing throughput (Figure 1).
Decorating Demanding Parts: The challenge of printing oven-range dial panels is not just the size and shape of the panel, but also the wide range of models and designs in an ever-changing line of products, each with a different configuration of printed information and locations.
The solution involved a programmable pad printer on a gantry system outfitted with automatically changing silicone pads of different sizes, multiple cliches etched with the images needed for printing the variety of instructions and settings, and an adaptable, rotating fixture that could hold the panels while providing safety with light curtains for its employees (Figure 2).
Custom Solutions: Presses, such as the one shown here, can be customized for a wide variety of industrial uses, including decorating a panel that requires several different pads to print the different images in different locations. Programmable pad printers can store an unlimited number of print parameters, which can be called up or edited, depending on the shape and style of panel being printed.
The manufacturer could also change the pad printer’s programming when new models were added to the appliance line, thereby reducing downtime normally associated with machine retrofits. Additionally, integrating the product marking with additional manufacturing processes allowed for substantial savings in transportation and labor, reducing the plant’s overhead. The previous decoration process used four operators to load/unload and inspect the quality of each part being printed on two different production lines. Now only one operator is required to operate two machines side by side, adding a substantial labor savings. The investment, while costly at first glance, paid off and allowed the appliance maker to keep jobs in the US and stay competitive with imports.
Case study 2: global, standardized production
One US-based garment manufacturer was expanding its production into developing countries to meet global market demands and reduce shipping costs of finished items to a worldwide customer base. During the change, the company examined its entire manufacturing process, down to the cost of weaving and sewing in size and care labels.
The solution resulted in the advent of tagless labels. However, before that could happen, it required an extended R&D venture to determine which ink would be appropriate and work well in multiple temperature/climate conditions around the world. The ink also needed to pass wash-cycle requirements for the wide variety of fabrics the company used to make garments. The research also needed to identify a standardized silicone pad that would work under these varying circumstances. Likewise, cliche-etch depths and artwork parameters had to be developed for proper print quality for all variables (Figure 3).
Protect Your Neck with Pad Printing: Tagless labeling is not only comfortable, but it also saves materials and time in apparel production.
These consumables, combined with a specialized two-color automated pad-printer and a custom-made garment-printing fixture, created a turnkey solution for this global garment manufacturer. Now, whenever they open a new facility, or transfer operations from one location to another, the solution is in place for a simple startup. Additionally, re-inventing its process allowed this garment company to lead the industry in the tagless-label movement, saving time, resources, and consumers’ itchy necks.
Case study 3: pad printing plus precision
A medical-product manufacturer needed to increase the quality and speed of the process it used to print plastic ID tags. The challenge was that the company also wanted to verify the quality of the final product.
After an initial kick-off meeting, pad-print engineers went to work measuring the different tags that needed to be printed, and they devised a bulk loading and unloading process that mirrored the ergonomic procedure the company’s machine operators were currently using to manage the parts—with some improvements. A precision conveyor was integrated and fixtured to run two parts at a time past a two-up pad configuration, doubling the output previously yielded by a one-at-a-time printing process. Additionally, an automatic pad cleaner was built into the machine and programmed to run a cleaning routine after a predetermined number of cycles.
The automated inspection component—a computer-based vision system that measured print registration and opacity—was hardwired to the pad printer and programmed to kick out any parts that didn’t meet the required tolerances (Figure 4).
A High-Tech Helper: This automated inspection system, installed above the just-printed parts, measures print registration and opacity—an integral part of manufacturing precision medical products.
All told, the end result was an integrated, automated pad printer that exceeded 4400 parts per hour and resulted in a 99.98% pass rate on parts inspection, improving the company’s output dramatically and ensuring its customers a level of quality control that was previously unattainable.
Case study 4: inline, on time
A motorized-tools manufacturer was planning to integrate pad printing into its production process. The issue was that the company was already pad printing, but wanted to reduce its cost and speed up the process.
An engineering review of their standalone printing-cell workflow revealed that parts were being molded in one area of the facility, warehoused in another building, then sent to the pad-printing cell (made up of four machines) for decorating. The cell operated three shifts a day, six days a week. After pad printing, the parts were sent to another area in the warehouse where they were stored until redistributed to the assembly area.
Analysis revealed that excessive handling was resulting in a loss of productivity. Obviously, integrating pad printing into the manufacturing line would save multiple steps. The challenge, however, was that there was a wide variety of products, styles, and assembly lines, which would have meant adding pad-printing machines if there were one for every line.
New-generation pad-printing machines, which can store the print parameters of a virtually unlimited number of print jobs, were installed at the molders to replace the old, open-inkwell machines used in the print cell. A robot was integrated inline that took the freshly molded part from the molding machine and fed it to the pad printer—and to other processes, such as the presses—before depositing it in a carton that was moved once to assembly. The manufacturer was able to redirect three shifts of four pad-print operators a day to other operations, creating a huge cost savings and a widespread ripple effect of efficiency throughout the plant.
The growing field of pad-printing solutions
These few, in-depth case studies should give you an idea of the wide range of technological solutions that can be created with pad printing at their core. To give an idea of the technology’s breadth, here are a few additional snapshots:
Fourteen-color, 360° catheter printing A catheter manufacturer needed to precisely mark gradations all the way around its plastic tubing. Not only that, but some of its customers wanted more than just black lines and numbers—they wanted colored bands that could be easily seen from across the room. The pad-printing solution involved a vacuum table, a specially designed silicone pad base, a pad-bar mechanism that maintained down-thrust as it moved forward, and a 14-pad accordion-style mechanism that picked up ink from 14 different etched cliches and compressed to print on a tube less than a foot long.
Precision laser centered parts for medical product printing A medical-device manufacturer wanted to bulk load parts, but needed to print each item in a precise location. Using laser sensors hooked up to a computer, and a rotating robotic arm, the exact print location was identified in milliseconds, where manual operators took many times that to center the part for printing.
Flamed and printed all around A hard-hat manufacturer knew there was a better way to mark its safety apparel than have workers put stickers on the two sides, front and back. Not only did it seem to take a long time, but there also was a lot of waste label backing left over at the end of the day. After testing the material the hard hats were made of, it was determined that in order to get the best ink adhesion they would have to undergo flame pretreatment to lower the surface tension. A 360° fixture solved the problem of flaming and printing, and it allowed the manufacturer to put the workers to better use and reduce its trash bill.
Pad printing with personality A specialty food manufacturer wanted to use an animal-shaped container for its liquid food product, but found most printing technologies too costly, rigid, wasteful, or time-consuming to provide the decorative enhancements desired. A standard five-color, independent-pad, programmable pad printer was customized with a rotary fixture that moved the part to the different pad locations where 10 images were etched onto five cliches, allowing multiple print locations to be decorated on the packaging. The decorative enhancements set the food product apart from its competitors on store shelves and costed-out quite competitively compared to other marking options.
Have your pad printing, and eat it too Another specialty food manufacturer wanted to print multicolor images on its baked goods. Most decorating technologies the company had investigated were highly time and labor intensive. However, off-the-shelf edible printing inks, a basic holding fixture, and a simple process-color pad printer outfitted with a very soft silicone pad solved the baker’s dilemma, allowing its product to stand out from the crowd.
Internet-compatible, PC-based, programmable pad printers The new generation of industrial pad printers come equipped with Internet connectivity, allowing for troubleshooting, programming downloads, and test routines to be performed from any location on the planet with telephone or satellite access. This saves customers from having a technician make an on-site service call when a remote diagnostic test could answer the question instead.
Injection molders bringing decorating in-house The versatility and adaptability of pad printing is attracting more injection molders and contract manufacturers to install decorating components inline. As the glamour of outsourcing begins to fade, with rising global transportation costs, the weak US dollar, and concerns with off-shore quality, these producers are seeing the value-add of providing onsite decorating for their customers. Automating printing directly at the molding machines has added efficiency and cost savings to many manufacturers’ bottom line. One company has virtually eliminated a printing cell—operating three shifts a day with five employees on each shift—by automating the printing process directly off of the molding machines.
Industrial manufacturing eco-consciousness As green becomes the new gold standard, companies are looking for ways to shrink their carbon footprint. Operational efficiency and in-house product marking make great strides in that direction by not only saving the cost of transporting parts off-site for decorating, but also eliminating waste packaging by a factor of two, plus the expense that multiple touch points add in the handling process.
Add-ons add value
Decorators who use pad printing have long been able to make their own polymer cliches using portable or cabinet-style clichemaking setups. This process involves creating a film positive, exposing the plate with UV lamps, then washing in alcohol or water.
Advances in C02 and YAG laser technology are now being applied to clichemaking, speeding up the process and allowing more precision. These setups often come with their own computer and graphics software that allow decorators to import images, manipulate them, and etch the plate in a fraction of the time required with the computer-to-film process. Benefits in the industrial environment include a shorter timeline from artwork to pad printer, allowing more economical changeovers of images and a faster payback on smaller print runs, leading to higher margins on print jobs.
Another technological growth area is in UV-curable inks for pad printing. Like their screen and inkjet counterparts, these inks become inert when cured under a UV light source, and they keep harmful solvents and inks out of the waste stream and the air. UV-curable inks are being used by medical-product manufacturers in addition to applications that require an FDA-approved ink. Plus, for shops that use UV systems, new eco-friendly ozone-destruct systems keep the workplace and environment cleaner.
One of the challenges manufacturers face is the changing makeup of plastics, including additives, fillers, colorants, and mold-release compounds that can affect the surface tension of the plastic—and the ability of pad-printed ink to adhere to the substrate. Several surface-modification technologies have evolved in recent years to help decorators cope with these adhesion issues. At the front end, gas flame pre-treating devices and corona pre-treaters can be integrated inline to modify the surface tension immediately prior to printing. Additionally, corona treating devices have even been developed to allow 360° treatment of many medical devices. After printing, conveyor ovens can speed ink-curing time and shorten the path from printing to packaging.
Weighing the costs, estimating the benefits
The most common challenge for printers weighing whether to add new pad-printing equipment or upgrade their old pad-printing machine is creating a cost/benefit analysis that justifies the change. On the surface, the investment could appear to be quite substantial; however, deeper investigation into the underlying costs of inefficiency, waste, transportation, and materials inevitably proves the change to be highly beneficial.
The first step is to analyze the current process used to mark or decorate the product from the loading dock to the shipping room. Questions to consider include: Does the product arrive in bulk at the plant? If so, do parts need to be individually hand loaded in order to be printed? After the parts are printed, does the print-machine operator have to shift boxes of finished products to make room for more? If the item to be decorated is manufactured on site, is the printing station distant from the production station? Do printed items need to be repackaged after they are printed? What is the cost of these added steps: labor, time, and required space (overhead)? Consider the following solutions:
• Bulk unloading into a bowl feeder that automatically orients the parts for printing.
• Automated feeding onto a fixtured conveyor that moves the part into position for printing.
• Automated unloading into the final packing container for conveying to the shipping room.
These solutions, when integrated with an automated pad printer, can free up resources better used in production operations where skilled workers provide a greater contribution to the company’s profit margin.
Pad printing into the future
Today’s industrial advances, plus global economic and environmental concerns, pose challenges to industrial manufacturers. As efficiency and automation become the watchwords of a new generation, the ability of pad-printing technology to be adapted to these changing demands will serve to keep it in the forefront of decorators’ toolboxes. Ever-evolving technological breakthroughs in industrial processes, when applied to pad printing, make this as timeless a decorating technique as the clockmakers of old first envisioned.

Open inkwell system (older technology)
Open ink well systems use a trough (ink well) for the ink supply, located behind the printing plate. A flood bar pushes a pool of ink over the plate, and a doctor blade removes the ink from the plate surface, leaving ink on the etched artwork area ready for the pad to pick up.

Sealed ink cup system (latest technology)
Sealed ink cup systems employ a sealed container (ink cup), which acts as the ink supply, flood bar and doctor blade all in one. A ceramic ring with a highly polished working edge provides the seal against the printing plate.
